
Reducing COD/BOD in Textile Effluent Naturally (Aerobio, Anaerobio)
The phone call every textile mill owner dreads typically arrives on a Friday afternoon. It’s the SPCB officer informing you that your latest effluent sample has failed compliance testing. Your COD levels are 850 mg/L when the permissible limit is 250 mg/L. The penalty? A show-cause notice, potential production halt, and fines that could run into lakhs. For factory managers in Tirupur, Surat, or Ludhiana, this scenario isn’t hypothetical, it’s a recurring nightmare that disrupts operations and erodes profitability.
The traditional response has been to throw more chemicals at the problem. More alum. More ferrous sulfate. More polymer. Yet each month, the chemical bills climb higher while discharge quality remains unpredictable. The effluent treatment plant becomes a black hole for operational expenses, and the threat of regulatory action never truly disappears.
To understand how to optimize your plant and achieve consistent compliance, explore here:
- Aerobic Wastewater Treatment: Best for rapid reduction of BOD and polishing effluent.
- Anaerobic Wastewater Treatment: Essential for high-load COD reduction and sludge minimization.
There is another path forward, one that addresses the root cause rather than masking symptoms. Biological treatment, specifically optimized aerobic and anaerobic systems enhanced with targeted microbial solutions, offers Indian textile manufacturers a sustainable route to consistent CPCB compliance while dramatically reducing chemical dependency.
Why Textile Effluent Remains India’s Most Challenging Industrial Wastewater

Textile wastewater is chemically aggressive in ways that few other industrial effluents match. The combination of synthetic dyes, sizing agents, heavy metals from mordants, high salt concentrations, and extreme pH variations creates a hostile environment that resists conventional treatment.
The specific challenges include:
- Recalcitrant organic compounds: Azo dyes and complex aromatic structures that standard bacterial consortia cannot degrade effectively
- Color persistence: Even after COD reduction, the chromophores remain, making the treated water visually unacceptable for discharge
- Toxicity to biological systems: Many textile chemicals actively inhibit the microorganisms you’re relying on for treatment
- Variable loading: Batch-wise production means your ETP receives shock loads that destabilize biological processes
This complexity explains why so many Indian textile ETPs default to chemical-heavy approaches. Coagulation and flocculation with alum or ferrous salts produce visible results quickly. The water clarifies. Suspended solids drop. But the fundamental problem persists, you’re not degrading the pollutants, merely concentrating them into sludge that itself becomes a disposal challenge. Meanwhile, your monthly chemical expenditure continues to drain resources that could be invested in production capacity or market expansion.
Biological COD/BOD Reduction: Aerobic vs Anaerobic Processes
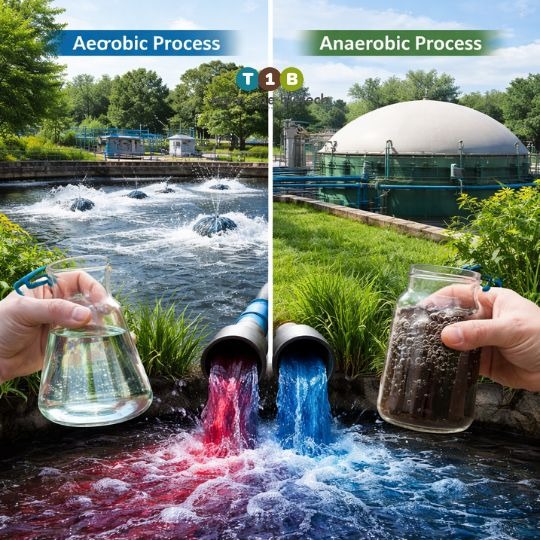
The key to sustainable effluent treatment lies in harnessing natural microbial metabolism to break down organic pollutants into harmless end products. This is bioremediation at its core, using living organisms to remediate contamination. However, not all biological processes are created equal, and the distinction between aerobic and anaerobic treatment is crucial for textile applications.
Aerobic Treatment: Oxygen-Driven Degradation
Aerobic biological treatment relies on oxygen-respiring bacteria to metabolize organic matter. In an aeration tank, mechanical aerators or diffusers introduce dissolved oxygen, creating conditions where aerobic microorganisms thrive and rapidly consume biodegradable COD.
Key advantages for textile effluent:
- High BOD removal efficiency: Typically 85-95% reduction when properly designed and operated
- Faster reaction rates: Aerobic metabolism proceeds more quickly than anaerobic alternatives
- Better handling of variable loads: Aerobic systems recover more rapidly from shock loading events
- Nitrification capability: Can simultaneously remove nitrogen compounds common in textile processing
Limitations to consider:
- High energy consumption: Running blowers or mechanical aerators 24/7 significantly impacts electricity bills, a major concern given India’s industrial power tariffs
- Less effective for high-strength effluent: When COD exceeds 3,000-4,000 mg/L, aerobic treatment alone becomes economically impractical
- Limited dye degradation: Many synthetic dyes require anaerobic conditions for the initial breaking of azo bonds
T1B Aerobio: Specialized Solution for Aerobic Treatment Excellence
For textile mills seeking to maximize the performance of their aerobic treatment systems, T1B Aerobio represents a scientifically formulated answer to the challenges of industrial wastewater. Originally developed for complex sewage systems and now adapted for industrial applications, this specialized microbial consortium addresses the specific metabolic requirements of aerobic COD/BOD reduction.
T1B Aerobio is engineered with:
- Multi-strain bacterial cultures: A carefully balanced consortium of aerobic heterotrophs, nitrifiers, and facultative anaerobes that work synergistically to degrade complex organic compounds
- Shock load resistance: Strains selected for their ability to maintain metabolic activity even during sudden changes in effluent composition or loading rates
- Rapid acclimatization: Proprietary formulation that establishes active biomass 40-50% faster than naturally occurring populations
- Enhanced dye degradation: Specific strains capable of aerobic decolorization of azo and anthraquinone dyes under high dissolved oxygen conditions
When applied to textile effluent aerobic treatment tanks, T1B Aerobio typically delivers COD reduction from 800-1,200 mg/L down to 180-220 mg/L within the standard hydraulic retention time of 24-36 hours. This consistent performance eliminates the uncertainty that plagues conventional activated sludge systems in textile applications.
The product’s versatility extends beyond textile mills, its proven effectiveness in sewage treatment systems demonstrates the robust nature of these bacterial strains across diverse wastewater compositions. For Indian textile manufacturers, this translates to reliability you can depend on, regardless of seasonal production variations or process changes.
Anaerobic Treatment: Energy-Efficient Pre-Treatment
Anaerobic digestion occurs in the absence of oxygen, with specialized bacteria breaking down complex organic molecules through a multi-stage process involving hydrolysis, acidogenesis, acetogenesis, and methanogenesis.
Why anaerobic treatment makes financial sense:
- Zero aeration costs: No energy expenditure on oxygenation saves lakhs annually on electricity bills
- Handles high COD loads: Effectively treats effluent with COD levels of 2,000-15,000 mg/L
- Biogas generation: Methane produced can offset fuel costs for boiler operations
- Better color removal: The reducing environment helps cleave azo bonds in synthetic dyes
- Lower sludge production: Anaerobic bacteria have lower growth yields, reducing sludge handling costs
Critical success factors:
- Temperature sensitivity: Mesophilic anaerobic bacteria perform optimally at 35-37°C, requiring temperature management in winter months
- Longer startup periods: Establishing a healthy anaerobic consortium takes 2-3 months compared to 2-3 weeks for aerobic systems
- pH stability requirements: Methanogenic bacteria are sensitive to pH fluctuations; maintaining 6.8-7.2 pH is essential
- Cannot achieve discharge standards alone: Anaerobic treatment typically reduces COD by 60-75% but requires aerobic polishing to meet CPCB limits
T1B Anaerobio: Maximizing Methane Production and COD Reduction
The success of anaerobic treatment depends entirely on maintaining a healthy population of methanogens, the fastidious microorganisms responsible for converting organic acids and hydrogen into methane. In textile effluent, the presence of toxic compounds, pH fluctuations, and hydraulic shocks frequently disrupts this delicate microbial ecosystem, resulting in system souring, reduced biogas production, and incomplete COD reduction.
T1B Anaerobio addresses these challenges through a specialized bioculture designed specifically for optimizing anaerobic digestion performance in industrial applications.
The formulation delivers:
- Complete methanogenic consortium: Balanced population of hydrogenotrophic and acetoclastic methanogens that work in tandem to efficiently convert organic matter to biogas
- Resilient acid-formers: Robust acidogenic and acetogenic bacteria that maintain stable volatile fatty acid profiles even under variable loading conditions
- Toxicity tolerance: Strains adapted to function in the presence of sulfates, heavy metals, and residual dye molecules common in textile wastewater
- Enhanced biogas yield: Optimization of the entire four-stage anaerobic process results in 30-40% higher methane production compared to unamended systems
For textile mills operating anaerobic reactors, whether UASB, EGSB, or fixed-film configurations, T1B Anaerobio transforms the reactor from a simple pre-treatment step into an energy-generating asset. A 500 KLD textile unit treating effluent with 4,000 mg/L COD can potentially generate 600-800 cubic meters of biogas daily when the anaerobic system operates at peak efficiency. At 55-65% methane content, this biogas has significant calorific value that can offset boiler fuel consumption.
The financial implications are substantial:
Improved methane yield alone can reduce monthly fuel costs by Rs. 40,000-60,000 for a mid-sized mill. Simultaneously, the enhanced COD reduction in the anaerobic stage reduces the organic load on downstream aerobic treatment, lowering aeration energy costs by another Rs. 25,000-35,000 monthly. This dual benefit, energy generation plus energy savings, makes T1B Anaerobio one of the most economically impactful interventions in textile wastewater treatment.
Beyond economics, the improved stability of methanogenic populations prevents the system souring incidents that can take weeks to rectify. Operators report more consistent pH levels, lower volatile fatty acid accumulation, and elimination of the hydrogen sulfide odor problems that plague poorly performing anaerobic systems.
The Hybrid Approach: Maximizing Both Worlds with T1B Solutions
The most cost-effective configuration for textile mills combines anaerobic pre-treatment with aerobic polishing, and Team One Biotech’s product suite is specifically designed to optimize this sequential treatment approach.
The ideal implementation strategy:
Stage 1 – Anaerobic Pre-Treatment with T1B Anaerobio: High-strength textile effluent enters the anaerobic reactor where T1B Anaerobio’s methanogenic consortium breaks down complex dyes and reduces COD from 3,000-4,500 mg/L down to 1,000-1,500 mg/L. Simultaneously, the system generates methane-rich biogas for energy recovery.
Stage 2 – Aerobic Polishing with T1B Aerobio: The anaerobically pre-treated effluent, now significantly lower in organic load and with partially degraded dye molecules, enters the aerobic treatment system. T1B Aerobio’s specialized bacteria complete the degradation process, achieving final discharge quality of COD below 250 mg/L and BOD below 30 mg/L.
This sequential treatment aligns perfectly with the metabolic capabilities of different bacterial groups while optimizing operational costs. The anaerobic stage handles the energy-intensive breakdown of recalcitrant compounds without electricity consumption, while the aerobic stage provides rapid, reliable polishing to meet stringent discharge standards.
The Bio-Augmentation Advantage: Specialized Cultures vs Natural Consortia
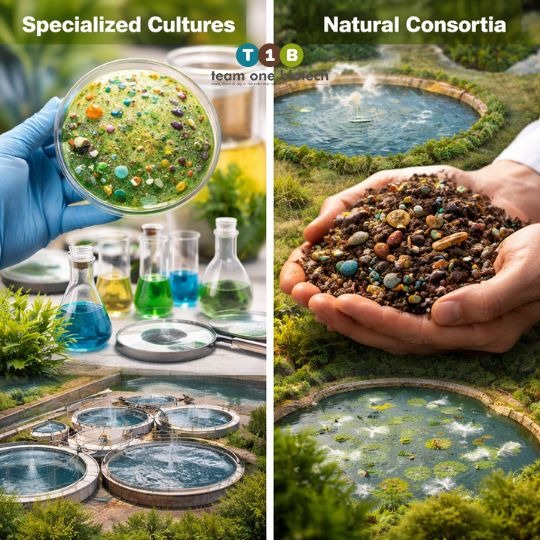
Here’s where the conventional wisdom often fails Indian textile mills. Many ETP operators assume that if they maintain the right pH, temperature, and nutrient levels, a suitable bacterial consortium will naturally develop. In theory, this is correct. In practice, textile effluent’s chemical complexity and toxicity prevent the establishment of a robust, diverse microbial community.
Bio-augmentation, the strategic introduction of specialized bacterial strains and enzyme systems, addresses this limitation directly.
The difference between relying on naturally occurring bacteria and employing scientifically selected consortia is analogous to the difference between hoping qualified employees walk through your factory gate versus actively recruiting specialists with the exact skills your production line requires.
Specialized microbial cultures offer:
- Targeted degradation pathways: Strains selected specifically for their ability to metabolize textile-specific compounds like reactive dyes, vat dyes, and sulfonated aromatics
- Toxicity resistance: Bacteria adapted to function in the presence of high salt concentrations and heavy metal residues
- Consistent performance: Reduced vulnerability to shock loads and pH swings that would decimate natural populations
- Accelerated treatment rates: Enzymes that catalyze rate-limiting steps in dye degradation, achieving compliance-level treatment in shorter hydraulic retention times
The financial implications are substantial. A textile mill in Tirupur processing 500 KLD of effluent might spend Rs. 8-12 lakhs monthly on coagulants and flocculants in a chemical-dominated treatment scheme. By transitioning to an optimized biological system with targeted bio-augmentation using products like T1B Aerobio and T1B Anaerobio, chemical costs can be reduced by 60-70% while simultaneously improving effluent quality and consistency.
Achieving SPCB Compliance: The Numbers That Matter
The Central Pollution Control Board’s standards for textile industry effluent discharge are explicit and non-negotiable. The key parameters for textile mills include:
- COD: Maximum 250 mg/L
- BOD: Maximum 30 mg/L
- pH: 5.5-9.0
- Total Suspended Solids: Maximum 100 mg/L
- Color: Should not be recognizable in a dilution of 1:20
State Pollution Control Boards enforce these limits rigorously, with penalties escalating from monetary fines to production suspensions for repeat violations. The legal framework under the Water (Prevention and Control of Pollution) Act, 1974, grants SPCBs significant authority to impose closure notices on non-compliant facilities.
Beyond avoiding penalties, there’s a positive business case for reliable compliance. Many international buyers now mandate environmental certifications as a condition of orders. Brands sourcing from India increasingly require proof of sustainable water management. An ETP that consistently meets or exceeds discharge standards becomes a competitive advantage in securing premium contracts.
Biological treatment systems enhanced with T1B Aerobio and T1B Anaerobio routinely achieve:
- COD levels of 150-200 mg/L, providing a comfortable compliance buffer
- BOD levels of 15-25 mg/L, well below regulatory limits
- Near-complete color removal through the combination of anaerobic reductive decolorization and aerobic oxidation
- Stable pH in the 7-8 range without continuous chemical adjustment
The Team One Biotech Approach: Science-Backed Solutions for Real-World Challenges

At Team One Biotech, we recognize that Indian textile manufacturers need more than theoretical treatment schemes. You need solutions that function reliably under the specific constraints of your operations, limited space, variable effluent characteristics, tight cost controls, and the absolute requirement of continuous compliance.
Our biological treatment solutions are built on three core pillars:
1. Application-Specific Bacterial Consortia
We don’t offer generic microbial products. Our flagship products, T1B Aerobio and T1B Anaerobio, are formulated for the specific metabolic requirements of aerobic and anaerobic treatment processes. Whether you’re processing reactive dyes in cotton dyeing, disperse dyes in polyester operations, or complex combinations in blended fabric processing, our bacterial strains are matched to your treatment requirements.
T1B Aerobio brings proven performance from sewage treatment applications, adapted and optimized for the unique challenges of textile industrial effluent. T1B Anaerobio represents years of research into maximizing methanogenic activity under inhibitory conditions, ensuring your anaerobic reactor operates as both a treatment system and an energy generation asset.
2. Enzyme Enhancement Technology
Beyond living bacteria, our formulations include industrial enzymes that target the most recalcitrant components of textile wastewater. Azoreductases for azo dye cleavage. Laccases for phenolic compound oxidation. Peroxidases for lignin-like structures. These catalysts dramatically accelerate degradation reactions that would otherwise proceed at impractical rates.
3. Technical Support for Operational Excellence
Biological systems are living ecosystems that require informed management. We provide training for your ETP operators on system monitoring, troubleshooting common issues, and optimizing performance with T1B Aerobio and T1B Anaerobio. Regular technical audits ensure your system continues operating at peak efficiency as production patterns evolve.
The typical implementation process involves:
- Effluent characterization: Detailed analysis of your wastewater composition, including COD/BOD ratio, dye classes, heavy metals, and toxicity assessment
- System design review: Evaluation of your existing ETP infrastructure and recommendations for optimization, including appropriate dosing protocols for T1B products
- Phased microbial introduction: Gradual bioaugmentation with T1B Anaerobio in anaerobic reactors followed by T1B Aerobio in aerobic treatment tanks to avoid shocking existing biological communities
- Performance monitoring: Weekly sampling and analysis during the initial 60-90 days to track improvement and refine dosing schedules
- Transition to maintenance mode: Once stable performance is achieved, moving to a routine supplementation schedule
The results speak clearly. Mills working with Team One Biotech and implementing T1B Aerobio and T1B Anaerobio typically see 40-60% reduction in chemical consumption within the first quarter, with full compliance achieved within 90-120 days of program initiation.
Financial Analysis: The True Cost of Chemical vs Biological Treatment
Disclaimer: The figures below are general indicative values for illustrative purposes only. Actual costs, dosages, and savings will vary significantly depending on the specific ETP design, effluent characteristics, operational parameters, local vendor pricing, and plant management practices. These numbers should not be used as a substitute for a site-specific techno-economic assessment.
For a mid-sized textile unit processing around 250–350 KLD of effluent with an average COD in the range of 2,000–3,000 mg/L, consider the comparative economics:
Traditional Chemical Treatment Monthly Costs: Alum (180–220 kg/day at Rs. 12–18/kg): Rs. 75,000–1,05,000 Ferrous sulfate (120–180 kg/day at Rs. 6–10/kg): Rs. 28,000–45,000 Polymer (12–18 kg/day at Rs. 150–210/kg): Rs. 65,000–1,00,000 Lime for pH adjustment (80–120 kg/day at Rs. 4–7/kg): Rs. 10,000–20,000 Sludge disposal (4,000–6,500 kg/month at Rs. 2–3/kg): Rs. 8,000–18,000 Indicative total monthly chemical costs: Rs. 1,90,000–2,80,000
Optimized Biological Treatment with T1B Aerobio and T1B Anaerobio: T1B Anaerobio for anaerobic reactor (maintenance dose): Rs. 24,000–38,000 T1B Aerobio for aerobic treatment (maintenance dose): Rs. 20,000–32,000 Enzyme supplement: Rs. 15,000–26,000 Nutrient supplementation (N, P source): Rs. 14,000–24,000 Residual coagulant for TSS polishing: Rs. 18,000–32,000 Reduced sludge disposal (1,500–2,500 kg/month): Rs. 3,000–7,500 Indicative total monthly costs: Rs. 95,000–1,55,000
Additional benefit – Biogas revenue offset: Rs. 25,000–45,000 (indicative fuel cost savings from methane generation with T1B Anaerobio)
Indicative net monthly savings: Rs. 1,10,000–1,75,000 Indicative annual savings: Rs. 13,00,000–21,00,000
This analysis excludes the value of improved reliability and the avoidance of compliance penalties, which can easily exceed Rs. 5–10 lakhs in a single serious violation incident.
The payback period for transitioning to biological treatment with T1B products, including any necessary modifications to existing infrastructure, typically ranges from 6–14 months. Given that ETP systems operate for 10–15 years, the long-term economic advantage is substantial.
Implementation Roadmap: Your Path to Sustainable Compliance
Transitioning from chemical-dominated to biologically-optimized treatment with T1B Aerobio and T1B Anaerobio doesn’t require shutting down your ETP or halting production. The process can be managed incrementally:
Month 1: Baseline assessment and system preparation. Conduct comprehensive effluent characterization, review existing ETP design, identify any structural modifications needed, and begin operator training on T1B product application protocols.
Month 2-3: Pilot-phase bio-augmentation. Introduce T1B Anaerobio in the anaerobic reactor at conservative doses while monitoring biogas production and COD reduction. Begin T1B Aerobio application in aerobic tanks while maintaining existing chemical treatment as backup. Monitor performance closely and gradually reduce chemical dosing as biological activity establishes.
Month 4-5: Optimization and scale-up. Refine dosing protocols for both T1B products based on pilot results, expand bio-augmentation across all treatment stages, and achieve target performance on biological treatment with minimal chemical supplementation. Quantify biogas yield improvements and calculate fuel cost offset.
Month 6 onwards: Maintenance and continuous improvement. Establish routine monitoring schedules, implement T1B product replenishment protocols, conduct quarterly performance reviews, and fine-tune dosing based on seasonal production variations.
This phased approach minimizes risk while ensuring your mill maintains compliance throughout the transition period.
Your Next Steps Toward Sustainable Compliance
The choice facing Indian textile manufacturers is increasingly clear. You can continue managing effluent treatment as an unavoidable cost center, perpetually wrestling with chemical bills and compliance anxiety. Or you can embrace biological treatment as a strategic advantage, reducing costs, ensuring regulatory compliance, and positioning your mill as an environmentally responsible partner for quality-conscious buyers.
The science is proven. The economics are compelling. The regulatory imperative is non-negotiable.
Team One Biotech invites you to start the conversation. Contact our technical team for a no-obligation assessment of your current ETP performance and a customized proposal for implementing T1B Aerobio and T1B Anaerobio. We’ll analyze your specific effluent characteristics, evaluate your existing infrastructure, and provide a detailed roadmap showing projected performance improvements, biogas generation potential, and cost savings.
The path to sustainable compliance begins with a single decision. Make it today.
Contact Team One Biotech:
Transform your effluent treatment from operational burden to competitive advantage. Reach out to discuss your specific requirements and discover how T1B Aerobio and T1B Anaerobio can deliver both compliance certainty and financial benefits.
Your textile business deserves an ETP that works as efficiently as your production floor. Let’s make that happen together.
Looking to improve your ETP/STP efficiency with the right bioculture?
Talk to our experts at Team One Biotech for customised microbial solutions.
Contact: +91 8855050575
Email: sales@teamonebiotech.com
Visit: www.teamonebiotech.com
Discover More on YouTube – Watch our latest insights & innovations!-
Connect with Us on LinkedIn – Stay updated with expert content & trends!