Tannery Wastewater Treatment: Removing Chromium and Sulfide with Bioremediation
If you manage environmental health and safety at a tannery unit in Kanpur, Ambur, or Ranipet, you already know what it feels like to walk into your ETP shed at 6 AM and wonder whether today is the day an SPCB inspection team shows up unannounced. You know the weight of being responsible for what goes into the drain, and what that means for a river downstream, for a community nearby, and for your facility’s operating license.
Bio Cultures for Tannery Wastewater Treatment is not a back-of-house problem. It sits at the intersection of industrial survival and environmental accountability. The leather industry contributes billions to India’s export economy and employs millions of workers, but it also produces one of the most chemically complex effluent streams in any industrial sector. Chromium. Sulfides. High BOD. Extreme pH swings. And CPCB norms that grow stricter with every revision of the Environmental Protection Act.
For EHS managers who have been navigating this pressure for years, the real question is no longer whether to treat, it is how to treat smarter, at lower cost, with less sludge, and with outcomes that actually hold up during third-party audits. That is where bioremediation is changing the conversation.
What Makes Tannery Effluent So Difficult to Treat

Before talking solutions, it helps to be honest about the problem, because too many vendors oversimplify it.
Traditional chrome tanning processes use trivalent chromium (Cr III) as a tanning agent. Under most ETP conditions, this is manageable. The challenge emerges when your ETP is not optimized: pH fluctuations, oxidizing conditions, and high redox potential can convert Cr(III) to hexavalent chromium (Cr VI), a compound classified as a carcinogen under multiple international standards and explicitly listed under CPCB’s hazardous waste rules.
Indian discharge norms for total chromium in tannery effluent are set at 2 mg/L for inland surface water discharge and 1 mg/L for land application under General Standards for Discharge of Environmental Pollutants (Schedule VI of the Environment Protection Rules, 1986). Facilities operating in river-sensitive zones, particularly those near the Ganga basin in Uttar Pradesh or Palar River basin in Tamil Nadu, face even tighter scrutiny under NGT directives and state-level notifications.
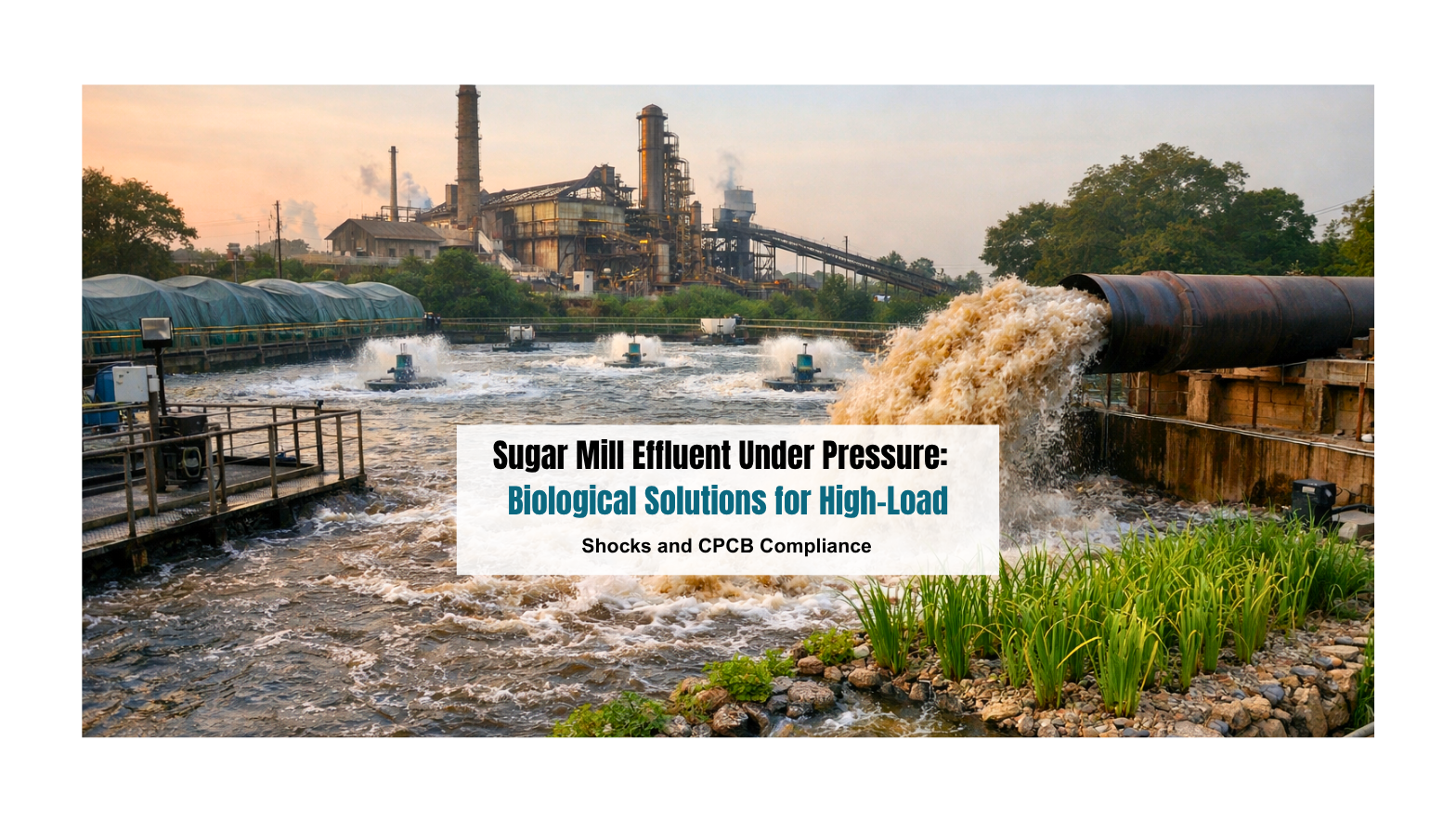
Then there is the sulfide problem. Beam-house operations, liming, de-hairing, and soaking, generate effluent with sulfide concentrations that can range from several hundred to well over a thousand mg/L, depending on process chemistry and hides processed per day. Sulfide in untreated or undertreated discharge creates toxic hydrogen sulfide gas, causes acute aquatic toxicity, and contributes to the foul odor conditions that draw community complaints and media attention to tannery clusters.
The conventional response has been chemical precipitation, adding ferrous sulfate or lime to crash chromium out of solution, and using aeration or chlorination to oxidize sulfide. These methods work, to a point. But they generate enormous volumes of chemical sludge, require significant reagent procurement and storage, and often struggle to consistently hit discharge limits when influent quality fluctuates, which in tanneries, it does frequently.
The Bioremediation Shift: Microbes That Work Where Chemicals Fall Short

Bioremediation in tannery wastewater treatment is not a new concept, but its practical implementation in Indian industrial ETPs has accelerated significantly in the last several years, driven partly by the push for ZLD compliance and partly by the economics of chemical sludge disposal.
What Team One Biotech brings to this domain is a library of specialized microbial consortia that have been selected and conditioned specifically for high-chromium, high-sulfide industrial environments. These are not off-the-shelf bacterial cultures from a generic microbiology catalogue. They are strains that have been adapted to perform under the high-salinity, high-toxicity conditions that are typical of tannery ETPs in the Kanpur cluster or the Ambur-Ranipet belt.
The core distinction between chemical treatment and bio-based treatment is what happens after the contaminant is captured. Chemical precipitation immobilizes chromium in a sludge cake that must then be landfilled or treated as hazardous waste. Bioremediation does something different, and, in many ways, more elegant.
How the Microbial Mechanism Actually Works

Chromium Sequestration Through Microbial Reduction
Certain strains of chromate-reducing bacteria, including species from genera such as Bacillus, Pseudomonas, and Desulfovibrio, are capable of enzymatically reducing hexavalent chromium (Cr VI) to the far less toxic trivalent form (Cr III). This reduction typically occurs through electron transfer driven by organic carbon in the effluent, which means the bacteria are using the wastewater’s own chemistry as fuel.
Once reduced, Cr(III) can be further immobilized through biosorption, a process where microbial cell walls, with their negatively charged surface groups, bind to metal cations and remove them from solution. The result is chromium locked into a biomass matrix rather than floating in solution or leaching from a chemically unstable sludge cake.
In optimized bioaugmentation programs, total chromium reduction efficiencies in tannery ETPs have been reported in the range of 70% to 90% in the biological treatment stage alone, before any final polishing. Specific results depend on influent loading, hydraulic retention time, microbial acclimatization period, and the baseline performance of the existing ETP. These figures are benchmarks; actual outcomes vary from plant to plant and require site-specific evaluation.
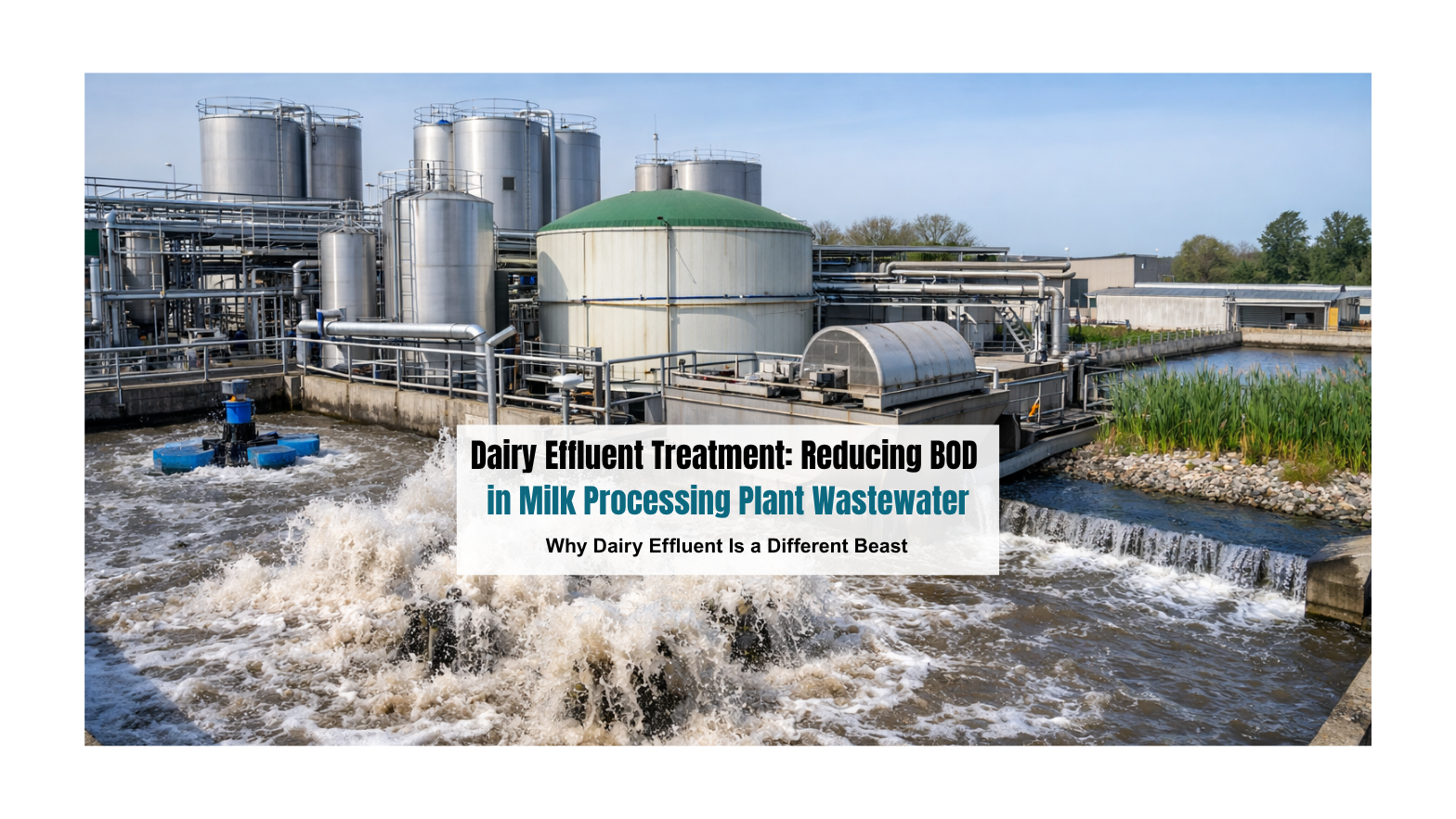
Sulfide Oxidation Through Microbial Metabolism
The sulfide challenge is addressed through a different but equally elegant mechanism. Sulfur-oxidizing bacteria, which naturally thrive in environments rich in reduced sulfur compounds, convert sulfide (S²⁻) to elemental sulfur and ultimately to sulfate (SO₄²⁻), which is far less toxic and odorous.
In a bioaugmented ETP, this process is accelerated and stabilized compared to what happens in a conventional aeration system. The biological pathway does not require continuous addition of chemical oxidants, and it does not produce the chlorinated by-products associated with hypochlorite-based sulfide control.
Sulfide removal efficiencies in augmented biological treatment stages typically fall in the range of 75% to 92% under stable operating conditions. Again, these are generalized ranges. Actual performance depends on your specific influent sulfide load, reactor configuration, and dissolved oxygen management.
The Indian Industry Context: Why This Matters More Here

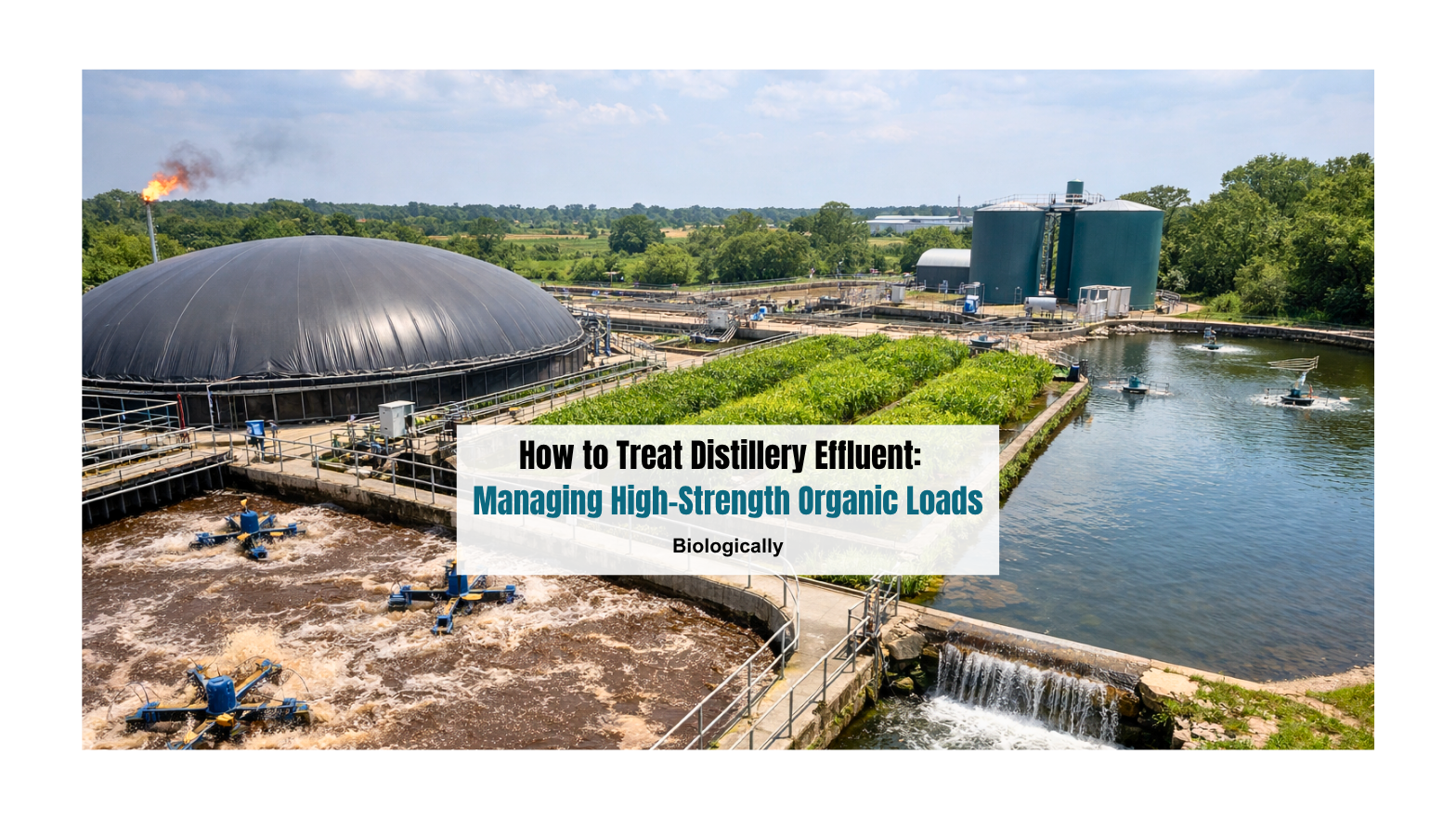
Indian tannery clusters operate at a scale that makes chemical reagent costs a serious line item. A mid-sized tannery processing 500 to 1,000 hides per day can spend significantly on ferrous sulfate, lime, and acid for pH adjustment alone, before accounting for the cost of sludge disposal, which in hazardous waste categories under the Hazardous and Other Wastes (Management and Transboundary Movement) Rules, 2016 requires authorized TSDF facilities.
Bioaugmentation does not eliminate chemical treatment entirely, most ETPs will continue to use some chemical precipitation for rapid chromium knockdown, but it substantially reduces reagent consumption and sludge volume. Facilities that have integrated microbial treatment into their process have reported reductions in chemical sludge generation in the range of 30% to 55%, though this varies considerably depending on baseline chemistry and process configuration. These figures are indicative and should not be assumed to apply universally without a proper site assessment.
From a ZLD compliance standpoint, reducing the contaminant load entering your RO or evaporation systems also extends membrane life and reduces scaling, which translates directly into lower maintenance costs and longer intervals between system overhauls.
For EHS managers under SPCB scrutiny or NGT compliance orders, particularly those operating in notified zones around the Ganga, Yamuna, or Palar river basins, demonstrating a biological treatment layer in your ETP is increasingly viewed favorably during compliance reviews as evidence of best-available-technology adoption.
If your facility is currently navigating a compliance notice or preparing for a renewal inspection, this is exactly the kind of documented process improvement that regulators want to see. Contact Team One Biotech for a no-obligation audit of your current ETP’s biological treatment potential.
Integrating Bioremediation Into Your Existing ETP: A Practical Path
Retrofitting an existing tannery ETP for bioaugmentation does not require demolishing what you have. The approach is additive, not disruptive. Here is how the implementation typically unfolds:
- Baseline ETP Assessment, Team One Biotech’s technical team evaluates your current influent parameters: chromium speciation, sulfide load, BOD/COD ratio, pH profile, and sludge generation rates. This gives you a data-backed starting point rather than a guess.
- Microbial Strain Selection, Based on the assessment, a specific consortium is recommended. High-chromium environments need strains with proven chromate-reduction capacity; high-sulfide environments need dominant sulfur oxidizers. The formulation is not one-size-fits-all.
- Seeding and Acclimatization, Microbial cultures are introduced into your existing biological treatment tanks, typically the aeration tank or equalization basin. An acclimatization period of two to four weeks is standard before performance benchmarks are meaningful.
- Monitoring and Optimization, Effluent quality is tracked at defined intervals. Dosing frequency and quantity are adjusted based on observed performance. This is not a one-time application; it is a managed biological process.
- Documentation for Compliance, Treatment logs, influent and effluent data, and microbial performance records are maintained in a format suitable for SPCB submissions and third-party environmental audits.
Speak to Team One Biotech’s technical team today to understand whether your ETP’s existing infrastructure is ready for bioaugmentation, or what modifications might be needed to maximize outcomes.
Long-Term ROI and the Environmental Legacy You Leave Behind
The economics of bioremediation in tannery wastewater treatment improve over time. In the first year, the primary returns are in chemical savings, reduced sludge disposal costs, and improved consistency in hitting discharge limits. Over a three-to-five year horizon, the return also includes reduced equipment wear on downstream systems, lower compliance-related legal and administrative costs, and the reputational capital that comes with demonstrably responsible effluent management.
For tannery units in clusters like Kanpur, where the Ganga Action Plan and successive NGT orders have made the leather industry a focal point of environmental scrutiny, this is not a peripheral benefit. It is a strategic necessity.
The EHS managers who are building facilities that will still be operating a decade from now are not just chasing compliance thresholds. They are making a considered decision about the kind of industrial legacy their facility leaves in the local ecosystem, the local water table, and the communities around them.
Bioremediation is one of the most credible tools available to make that decision count.
To explore a site-specific bioremediation strategy for your tannery ETP, reach out to Team One Biotech for a detailed technical audit and customized treatment recommendation.
Disclaimer: All numerical values, reduction percentages, and concentration ranges cited in this article are general industry benchmarks compiled from published literature and field observations. Actual results vary from plant to plant and depend on influent characteristics, ETP design, operational parameters, and site-specific conditions. These figures should not be used as guaranteed performance indicators without a formal site assessment.
Looking to improve your ETP/STP efficiency with the right bioculture?
Talk to our experts at Team One Biotech for customised microbial solutions.
Contact: +91 8855050575
Email: sales@teamonebiotech.com
Visit: www.teamonebiotech.com
Discover More on YouTube – Watch our latest insights & innovations!-
Connect with Us on LinkedIn – Stay updated with expert content & trends!